





















Όλα τα Προϊόντα
-
Φορητή μηχανή συγκόλλησης σημείων
-
Μηχανή σταθερής συγκόλλησης σε σημείο
-
πολυ επικεφαλής μηχανή συγκόλλησης σημείων
-
Μηχανή συγκόλλησης επιτραπέζιων σημείων
-
χειρωνακτική μηχανή συγκόλλησης σημείων
-
Ενιαία δευτερεύουσα μηχανή συγκόλλησης σημείων
-
Μηχανή συγκόλλησης ραφών
-
Ρομποτικό όπλο συγκόλλησης σε σημείο
-
Μηχανή συγκόλλησης διάχυσης
-
Μηχανή οξυγονοκολλητών λέιζερ
-
μηχανή συγκόλλησης καρφιών
-
Δακτυλίδια χωρίς κλωτσιές
-
Μηχανή τροφοδοτών καρυδιών
-
Ηλεκτρόδια χαλκού συγκόλλησης σημείων
-
Βιομηχανικός εξισορρόπημα ελαστικών
-
Εξολκέας βαθουλώματος αυτοκινήτου
-
Μηχανή συγκόλλησης σημείων απαλλαγής πυκνωτών
-
 Kris Czurczak από την ΠολωνίαΑν χρειάζεστε ένα πιο συγκεκριμένο παράδειγμα ή περαιτέρω προσαρμογή, ενημερώστε με!
Kris Czurczak από την ΠολωνίαΑν χρειάζεστε ένα πιο συγκεκριμένο παράδειγμα ή περαιτέρω προσαρμογή, ενημερώστε με! -
 Rebecca καφετιάΑσφαλώς! Ιδού ένα σύντομο περίγραμμα για την εισαγωγή μιας εταιρείας στα αγγλικά. Μπορείτε να το προσαρμόσετε με συγκεκριμένες λεπτομέρειες για την εταιρεία σας.
Rebecca καφετιάΑσφαλώς! Ιδού ένα σύντομο περίγραμμα για την εισαγωγή μιας εταιρείας στα αγγλικά. Μπορείτε να το προσαρμόσετε με συγκεκριμένες λεπτομέρειες για την εταιρεία σας. -
 ΚάποιοςΑυτό το προϊόν συνιστάται από ένα φίλο. Μετά την αγορά, διαπίστωσα ότι η ποιότητα είναι πραγματικά καλή, η επιφάνεια είναι ομαλή, δεν υπάρχει πτώση χρώματος, και είναι ανθεκτικό και ανθεκτικό. Αξίζει να το αγοράσω.
ΚάποιοςΑυτό το προϊόν συνιστάται από ένα φίλο. Μετά την αγορά, διαπίστωσα ότι η ποιότητα είναι πραγματικά καλή, η επιφάνεια είναι ομαλή, δεν υπάρχει πτώση χρώματος, και είναι ανθεκτικό και ανθεκτικό. Αξίζει να το αγοράσω.
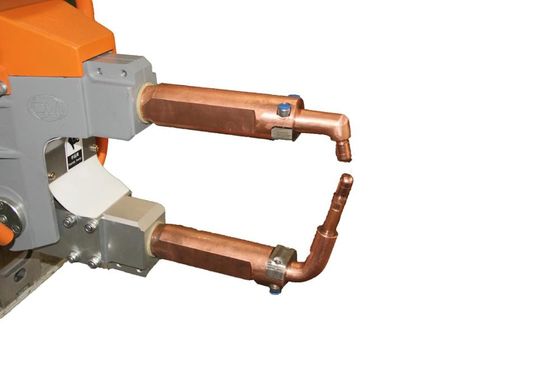
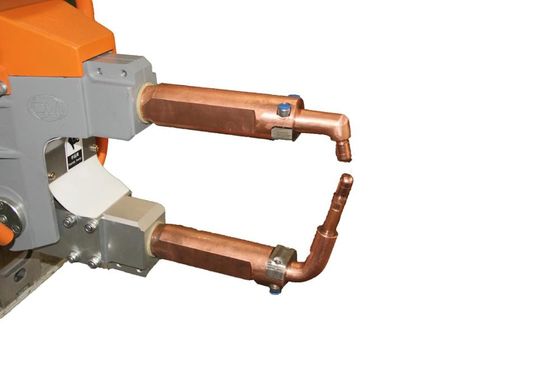
X τύπου 60Hz 45KVA φορητή μηχανή συγκόλλησης σημείων για σώμα αυτοκινήτου

Λεπτομέρειες
| Product Name | X Type Gun/ Portable Spot Welding Machine for Car Body | Machine type | Auto Repair Tools |
|---|---|---|---|
| Rated Capacity | 45KVA | After Warranty Service | Video technical support, Online support, Spare parts, Field maint |
| Weight (KG) | 60 KG | Max. Welding Thickness | 3.5+3.5mm |
| Rated Duty Cycle | 50% | Voltage | 380V |
| Επισημαίνω | Μεταφορτωτή μηχανή συγκόλλησης σε σημείο 45KVA,φορητή μηχανή συγκόλλησης σημείων 60Hz,Ελυτής σημείων 45KVA για αυτοκίνητα |
||
Περιγραφή προϊόντων
Πυροβόλο τύπου X/Μεταφορική μηχανή συγκόλλησης σημείων για το σώμα αυτοκινήτου
Λεπτομέρειες
Χαρακτηριστικά
| Άρθρο/μοντέλα | Μονάδα | DN2-35X | DN2-35C | DN2-45X | DN2-45C | DN2-65X | DN2-65C |
| ισχύς στο 50% | KVA | 35 | 35 | 45 | 45 | 65 | 65 |
| Μέγιστο ρεύμα βραχυκυκλώματος | KVA | 15 | 15 | 16 | 16 | 46 | 46 |
| Δευτερογενής τάση εκφόρτισης | V | 5.7 | 5.7 | 6.3 | 6.3 | 8 | 8 |
| Τετάρτη: | V | 380 | 380 | 380 | 380 | 380 | 380 |
| Απόσταση ανάμεσα στα χέρια | ΜΜ | 120 έως 280
| 100 | 120 έως 330 | 100 | 160-430 | 100 |
| Μέγιστη ισχύς στα ηλεκτρόδια | N | 3500 | 3500 | 3500 | 3500 | 3500 | 3500 |
| Εργασιακή στροφή | ΜΜ | 15-45 | 15-25 | 15-45 | 15-25 | 15-45 | 15-25 |
| Μαξ.χτύπημα | ΜΜ | 50-120 | 60/100/140 | 50-120 | 60/100/140 | 50-120 | 60/100/140 |
| Διάρκεια βραχίονα | ΜΜ | 240-600 | 200 έως 500 | 300-800 | 200 έως 500 | 400-1100 | 200 έως 500 |
| Προμήθεια συμπιεσμένου αέρα | ΜΠΑ | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Μέγιστο πάχος χαλυβουργού χαλύβδου με μ.χ. μήκος | ΜΜ | 3+3 | 3+3 | 4+4 | 4+4 | 5+5 | 5+5 |
| Με βραχίονες 500 mm | ΜΜ | 2+2 | 2+2 | 3+3 | 3+3 | 3+3 | 3+3 |
| Με μέγιστο μήκος βραχίονες | ΜΜ | 1.2+1.2 | 1.2+1.2 | 2+2 | 1.8+1.8 | 2.0+2.0 | 2.0+2.0 |
| Μέγιστη διασταύρωση καλωδίου | ΜΜ | 14+14 | 14+14 | 16+16 | 16+16 | 20+20 | 20+20 |
| Μείωση της πίεσης του νερού ψύξης | ΜΠΑ | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| ροή νερού ψύξης | Ι/ΜΙΝ | 12 | 12 | 12 | 12 | 12 | 12 |
Η συγκόλληση με αντίσταση είναι ένας τύπος μεθόδου συγκόλλησης που χρησιμοποιεί τη θερμότητα της αντίστασης ως πηγή ενέργειας,συμπεριλαμβανομένης της συγκόλλησης με ηλεκτροσίδηρο που χρησιμοποιεί θερμότητα αντίστασης σκουπιδιών ως πηγή ενέργειας και της συγκόλλησης με αντίσταση που χρησιμοποιεί θερμότητα αντίστασης στερεών υλικών ως πηγή ενέργειας.
Resistance welding is generally a welding method in which the workpiece is placed under a certain electrode pressure and the contact surface between the two workpieces is melted by the resistance heat generated when the current passes through the workpiece to realize the connectionΓια να αποφευχθεί η έλξη στις επιφάνειες επαφής και για να σφυρηλατηθεί το μέταλλο συγκόλλησης, πρέπει πάντα να εφαρμόζεται πίεση κατά τη διάρκεια της διαδικασίας συγκόλλησης.Κατά την εκτέλεση αυτού του τύπου συγκόλλησης με αντίσταση, η ποιότητα της επιφάνειας του συγκολλημένου εργαστηρίου είναι πρωταρχικής σημασίας για την επίτευξη σταθερής ποιότητας συγκόλλησης.η επιφάνεια επαφής μεταξύ ηλεκτρόδου και εργαστηρίου και μεταξύ εργαστηρίου και εργαστηρίου πρέπει να καθαρίζεται πριν από τη συγκόλληση.
Ειδικές πληροφορίες
![]()
Συνιστώμενα προϊόντα